源起研究丨激光行業(yè)報告基礎篇(二)
制造業(yè)是我國經濟發(fā)展的基本盤,也是激光加工技術最大的應用市場。中國激光行業(yè)發(fā)展迅速,是基于近十年激光技術應用的創(chuàng)新發(fā)展。
如今,國產替代加速,產品迭代加速、資本市場加速,使得激光器、激光芯片、加工軟件等系統(tǒng)核心部件及裝備更多的實現了自主研發(fā)生產,部分甚至達到國際領先水平。
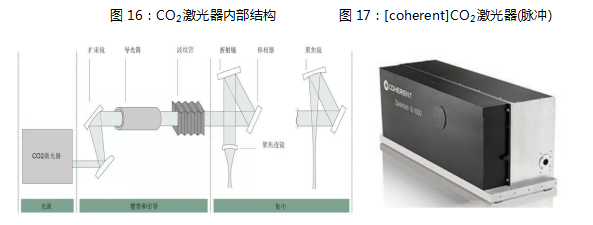
llCO2激光器
增益介質是CO2、氦氣、氮氣的混合物。氦氣和氮氣是輔助氣體,輔助CO2分子產生激光。
CO2激光器的工作過程為:高壓直流或者高頻交流激勵氣體放電,導致CO2分子躍遷到上能級,隨后CO2分子轉移到下能級,輻射出波長為10.6µm的激光,這個過程中釋放出熱量。惰性氣體氦原子通過撞擊CO2分子吸熱和散熱,使得下能級的粒子數加速下降,提高穩(wěn)定性。
CO2激光器優(yōu)點是功率范圍寬(10W-20000W)、光束質量好、可靠性、耐久性。
CO2激光器應用在激光切割,焊接,鉆孔和表面處理。
l 半導體激光器(俗稱激光二極管)
以特定的半導體材料做為增益介質。
半導體激光器的泵浦方法有電注入式、光泵式、高能電子束激勵式。電注入式半導體激光器一般是由GaAS(砷化鎵)、InAS(砷化銦)、Insb(銻化銦)等材料制成的半導體面結型二極管,沿正向偏壓注入電流進行激勵。電子束激勵式半導體激光器一般用N型或者P型半導體單晶(硫化鉛PbS、硫化鎘CdS)作為增益介質,通過由外部注入高能電子束進行激勵。光泵浦激勵式半導體激光器一般用N型或P型半導體單晶(GaAS、InAs、InSb等)作為增益介質,以其它激光器發(fā)出的激光作光泵激勵。目前在半導體激光器件中,性能較好、應用較廣的是具有雙異質結構的電注入式GaAs二極管半導體激光器。
半導體激光器的優(yōu)點是更高的電光轉換效率、更高的平均輸出功率、更低的運行成本,同時能利用激光合成方式將多個低功率半導體激光器輸出的能量進行合成、進而很容易得到高功率的激光輸出。
半導體激光器應用在激光表面熱處理、激光快速成形、激光熱熔敷、信息技術領域。
半導體激光器不僅可以單獨作為激光器來使用,同時半導體激光器可作為光纖激光器、固體激光器的泵浦源。

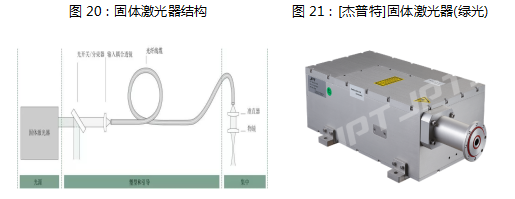
l 固體激光器
增益介質一般是摻入了釹離子或鐿離子的釔鋁石榴石(YAG)、摻鈦藍寶石等。
固體激光器早在20世紀70年代就已經在工業(yè)生產中大規(guī)模采用,主要采用光泵浦。最初的設計是采用圓柱或者塊狀結構(此時采用閃光燈泵浦),后來為了提高輸出功率和光束質量,棒狀結構的設計被光纖和碟片結構所取代(新型的光纖激光器和碟片激光器更多采用半導體激光模塊泵浦)。半導體泵浦比閃光燈泵浦具有吸收效率高、噪聲低、頻率穩(wěn)定、使用壽命長、結構穩(wěn)定等優(yōu)點。
固體激光器廣泛應用在精密機械加工領域。
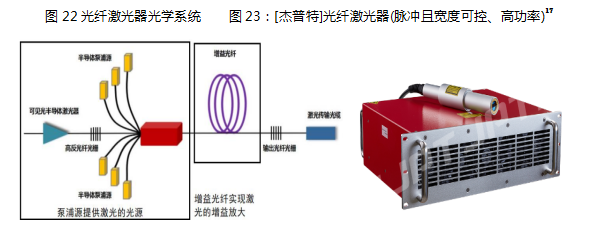
l 光纖激光器
用摻鉺/鐿/銩稀土元素的玻璃光纖作為增益介質。
采用整體化設計,泵浦源、增益介質、諧振腔、耦合輸出等以光纖進行集成和連接,因此所有產生和傳導激光束的元件構成了連續(xù)穩(wěn)定的光波導結構。
所以光纖激光器相比起其他的激光器,優(yōu)點是可靠性高、穩(wěn)定性好、結構緊湊、制造成本較低,也因此被稱為“第三代激光器”。
(5)、不同類型激光器參數比較
l 激光工作原理
以激光切割為例。利用激光照射材料,材料會吸收激光轉化為熱能,使材料很快被加熱至熔化或汽化狀態(tài),隨著光束對材料的移動,就形成寬度很窄的切縫或焊縫。
l 高反材料(相對概念)
是否為高反材料可以通過材料的電阻率或表面光滑度(亮度)來判斷,只要滿足其中一條就可以判定是否為高反材料。
第一條判斷標準-電阻率。一般來講,材料的電阻率越小(導電性越好),對激光的吸收率越低,越高反;反之,電阻率越高(導電性越差),吸收率越高,越不高反。
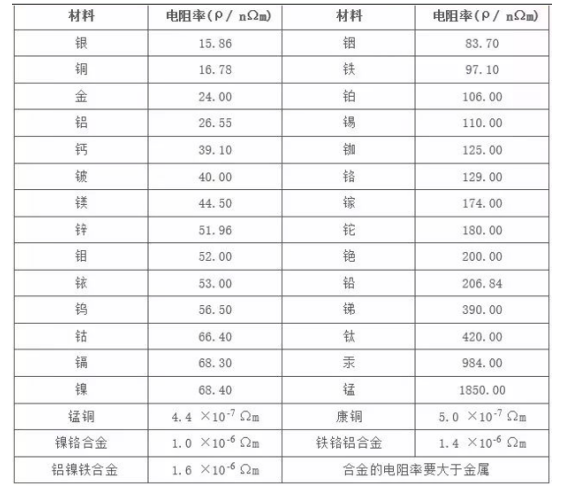
第二條判斷標準-表面光滑度(亮度)。一般來講,材料表面越光滑、越亮、越平整,對激光的吸收率就越低,則就越高反;反之,越不高反。當材料表面亮到一定程度時,高反與否已經與材料沒有關系了(即如果表面非常光滑光亮,則即使其電阻率很高也是高反,比如鏡面不銹鋼)。
l 不同類型激光器參數比較
圖26:市場上千瓦級工業(yè)激光器主要性能參數對比(填充黃色為優(yōu)點)
|
對比項目 |
指標說明 |
CO2激光器(氣體) |
半導體激光器 |
YAG激光器(固體) |
薄盤激光器(固體) |
光纖激光器 |
染料激光器(液體) |
|
波長(µm) |
數值越小,加工能力越強 |
10.6 |
0.9-1 |
1.06 |
1-1.1 |
1-1.1 |
---- |
|
電光轉換率率(%) |
數值越大,效率越高,耗電越小 |
0.01-30 |
≤45 |
YAG≤3 紅寶石≤1 |
15 |
≤30 |
5-20 |
|
光束質量BPP(4/5kw) |
數值越小,光束質量越好 |
6(好) |
10(較好) |
25(較差) |
8(好) |
<2.5(很好) |
(較好) |
|
輸出功率(kW) |
數值越大,加工能力越強 |
1-20 |
0.5-10 |
0.5-5 |
0.5-4 |
0.5-20 |
---- |
|
輸出光纖(µm) |
數值越小,使用越方便 |
不可實現 |
50-800 |
600-800 |
600-800 |
50-300 |
---- |
|
冷卻方式 |
方式越多,使用越靈活 |
水冷 |
水冷 |
水冷 |
水冷 |
風冷/水冷 |
---- |
|
占地面積(4/5kw) |
數值越小,適應性越好 |
3m2 |
<1m2 |
6m2 |
>4m2 |
<1m2 |
---- |
|
體積 |
越小,適用場合越多 |
最大 |
非常小 |
大 |
較大 |
非常小 |
---- |
|
可加工材料類型 |
范圍越廣,加工適應性越好 |
Cu、AI不可 |
高反材料也可 |
CU不可 |
高反材料也可 |
高反材料也可 |
---- |
|
維護周期(Khrs) |
數值越大,維護越少 |
1-2 |
40-50 |
3-5 |
3-5 |
40-50 |
---- |
|
相對運行成本 |
數值越小,運行成本越小 |
1.1(中) |
0.8(很低) |
1.8(高) |
1.66(高) |
1(低) |
(低) |
|
設備價格 |
---- |
低 |
較高 |
低 |
低 |
高 |
低 |
(6)、不同分類下激光器應用方向
l 按增益介質分類劃分應用
圖27:不同類型激光器應用領域(增益介質劃分)
|
激光器分類 |
氣體 |
半導體激光器 |
固體 |
光纖激光器 |
液體(染料激光器) |
|||
|
CO2激光器 |
準分子激光器 |
|||||||
|
YAG激光器 |
紅寶石激光器 |
薄盤激光器 |
||||||
|
主要應用領域 |
工業(yè)加工、美容、軍事 |
工業(yè)(光刻/退火/激光剝離/打標)、醫(yī)療、科研 |
光通訊、光存儲、激光測距、軍事,另外可作為光纖激光器和固體激光器的泵浦源 |
主要微加工(切割/焊接/鉆孔)、醫(yī)療、科研 |
工業(yè)制造 |
材料加工、工業(yè)制造(造車、造船)、軍事、基建、通信、醫(yī)療領域的(切割/焊接/鉆孔) |
醫(yī)療、科研 |
|
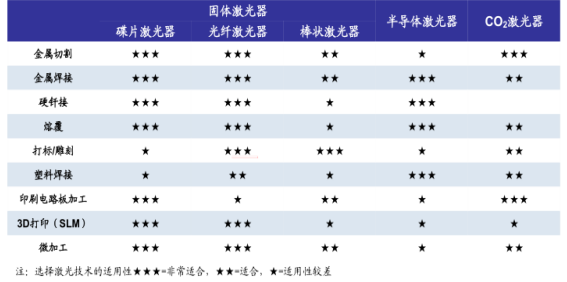
圖28:不同類型激光器對不同激光技術的適用性對比
l 按震蕩波長分類劃分應用
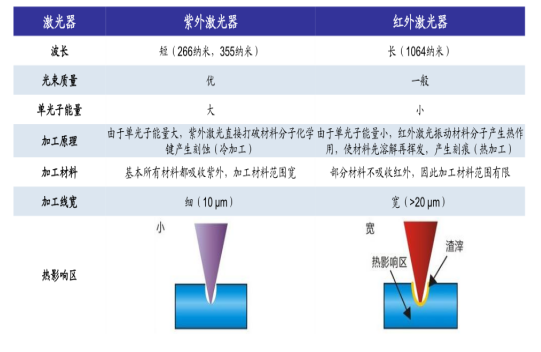
不同結構的物質可吸收的光波長范圍不同,因此應用領域也不相同。金屬對近紅外光吸收率較高,所以近紅外激光器比較適用于金屬材料加工;塑料、柔性電路板基材的一些特殊聚合物(如聚酰亞胺等),因為熱變形和紅外光不能被吸收而不能采用紅外激光器處理,在這些材料的加工上,紫外激光器更具優(yōu)勢。
圖29:紫外激光器和紅外激光器在材料加工領域的對比
l 按震蕩方式分類劃分應用
圖30:連續(xù)激光器和脈沖激光器在材料加工領域的對比
|
激光器分類 |
連續(xù)激光器 |
脈沖激光器 |
|
優(yōu)勢 |
連續(xù)激光器可以在較長一段時間內連續(xù)輸出激光,具備工作穩(wěn)定、熱效應高的優(yōu)勢。 |
脈沖激光器是以脈沖的形式來輸出激光,主要采用鎖模技術、調Q技術、脈沖種子源放大技術,具備峰值功率高、熱效應低、可控性好、光束精細發(fā)散小的特點。 |
|
主要應用領域 |
非常適合宏觀領域加工:金屬材料的連續(xù)高速切割、焊接、表面熱處理、激光熔敷、激光快速成形等。 |
適用微觀領域加工:高精度打標、精密焊接、精密切割等。 根據脈沖時間的差異,分為毫秒激光器、微秒激光器、納秒激光器、皮秒激光器、飛秒激光器。脈沖時間越短,單一脈沖能量越高、加工速度越高、加工量越大、脈沖寬度越窄、加工精度越高。 |
|
發(fā)展 |
隨著輸出功率越來越大,對高強度、高硬度材料,如鈦合金、鎢合金、特種鋼材等的加工速度和質量也會逐步提高。 |
隨著輸出功率的逐漸增加,脈沖激光器的加工領域已經逐漸從半導體、玻璃、陶瓷等延伸至合金材料、單晶金屬材料等高端、高硬度材料。 |
l 按發(fā)射功率分類劃分應用
圖31:功率激光器應用領域
|
激光器分類 |
低功率激光器 |
中功率激光器 |
高功率激光器 |
|
主要應用領域 |
光通訊、光存儲、激光全息、激光醫(yī)療、激光娛樂、激光傳感 |
激光加工、激光醫(yī)療、激光測量、激光遙感、激光雷達 |
激光加工、激光武器 |
(7)、不同激光技術對應的具體應用方向
圖32:激光技術在下游應用不同形式
|
技術名稱 |
技術原理 |
加工優(yōu)勢 |
下游應用 |
|
激光打標 |
局部照射,使表層材料汽化或顏色變化,從而留下永久性標記 |
非接觸、加工精細、速度快、數控程度高、加工成本低 |
金屬、陶瓷、服裝、啤酒、食品等各個領域 |
|
激光切割 |
利用激光聚焦后產生的高功率密度能量來材料切割 |
切割速度快,對高硬度、高熔點的金屬及非金屬均能切割,割縫狹窄且光滑、熱影響區(qū)、節(jié)省材料15%~30% |
鈑金加工、汽車、造船、石油管材、以及3C領域的藍寶石、玻璃、陶瓷切割等 |
|
激光打孔 |
照射被加工材料,使材料被加熱至汽化溫度,蒸發(fā)形成孔洞 |
打孔速度快、精度高、深徑比大、幾乎可以在各類材料上進行 |
3C、制衣、制鞋、工藝品制作、機器設備、零部件等 |
|
激光焊接 |
輻射加熱工件表面,表面熱量通過熱傳導向內部擴散,使工件熔化,形成特定的熔池 |
焊接速度快、深度大、熱影響小、加工精密 |
汽車、動力電池、3C、SMT等 |
|
激光劃片 |
激光束聚焦在硅片表面,產生高溫使材料汽化而形成溝槽,并使硅片很容易沿溝槽整齊斷開 |
劃線細、精度高(線寬15-25μ m)、加工速度快,成品率達99.5%以上 |
集成電路加工關鍵技術,用于單晶硅、多晶硅、非晶硅等半導體材料的劃片和切割 |
|
激光刻蝕 |
高能脈沖激光束在零件表面刻蝕出寬度10~505納米、深度為5~1001納米的微細小槽 |
非接觸、無污染、加工成本低 |
光學元件制作、太陽能電池硅片打孔 |
|
激光光刻 |
紫外激光照射材料表面,使其發(fā)生光學-化學反應,將電路圖形刻印在介質表面 |
高端光刻工藝是激光領域難度最大的技術,需要達到納米級別的精度 |
半導體工業(yè)的頂尖工藝,例如ASML的EUV極紫外線光刻機的單臺超過了1億美元 |
|
激光剝離 |
利用紫外激光分解GaN/藍寶石接口處的GaN緩沖層,從而實現LED外延片從藍寶石襯底分離,并改善大尺寸芯片中電流擴展 |
可以實現垂直結構的LED,克服了傳統(tǒng)橫向結構的各種缺陷,顯著提高LED的最大輸出光功率與最大效率 |
LED,面板加工 |
|
激光微調 |
利用聚焦后的激光束,去除部分材料,或局部加熱改變材料特性,以便微調其電阻值等性能 |
微調精度高、速度快、適于大規(guī)模生產 |
修復IC的掩模、存儲器等,以及對激光陀螺進行精確的動平衡調節(jié) |
|
激光熱處理 |
選擇適當的波長和控制照射時間、功率密度,可使材料表面熔化和再結晶,達到淬火或退火目的 |
可以控制熱處理的深度和部位,工件變形小,適合處理形狀復雜的零部件 |
強化汽車零部件或工模具的表面,提高其表面硬度、強度、耐磨性、耐蝕性、耐高溫 |
4、激光光譜
根據波長的不同,激光可分為紅外激光(波長為1mm~760nm)、可見激光(波長為760nm~380nm)、紫外激光(波長為380nm~10nm)。
圖33:激光光譜區(qū)域圖

5、激光/激光器發(fā)展歷程
激光/激光器的發(fā)展歷史并不長。
起步階段,我國激光技術與國際領先水平接近;70-80年代國內激光技術開始落后于國際水平;90年代圍繞應用主流的CO2激光器,國內完成了一系列產品開發(fā),但光束質量較差,商業(yè)應用嚴重落后國際水平。進入2000年,依賴于國家的持續(xù)重視,同時激光商用開發(fā)正從落后局面追趕。至目前為止,激光在我國的工業(yè)、信息、商業(yè)、科研、軍事、醫(yī)療等領域有廣泛的應用,形成了成熟的產業(yè)體系。
圖34:激光/激光器發(fā)展歷程
|
發(fā)展階段 |
國際 |
國內 |
技術水平 |
應用情況 |
|
60年代誕生期 |
1960年第一臺紅寶石激光器問世。 1961年第一臺氣體激光器氦氖激光器。 1962年第一臺半導體激光被成功激發(fā)。 1964年第一臺CO2激光器問世。 1965年第一臺YAG激光器。 |
1961年,第一臺紅寶石激光器研制成功。 1968年,第一臺3000W大功率CO2激光器誕生(總長76米,兩折疊)。 |
多種激光器均誕生。 國內與國際領先水平接近。 |
國際:60年代已在加工(激光打孔)、醫(yī)療器械、測距等方面出現了激光產業(yè)雛形。[1966年,激光巨頭Coherent誕生] 國內:1964年-1966年,我國實現激光在通訊、加工(激光打孔)、醫(yī)療、測距等領域首次應用突破。 |
|
70-80年代理論發(fā)展期 |
分子束外延、金屬有機化學沉淀(MOCVD)等晶體生長工藝逐步成熟。 70年代以來,光纖制備技術及光纖激光器的泵浦與諧振腔結構取得較大進展。 70年代,超快激光出現。 80年代中期,摻餌光纖突破,使光纖激光器更具實用性。 [1984年,CO2激光器龍頭SYNRAD成立]。1988年,北美和歐洲間架設了第一根光纖,用光脈沖來傳輸數據。 80年代末第一批商用光纖激光器面市。“光熱分離理論”誕生,醫(yī)用激光從臨床試用逐步形成學科。 |
1976、1980、1984年分別誕生了300W、1000W、5000W CO2激光器。 [80年代末期上海雷鷗激光公司、華工激光公司先后成立,并開始生產15kw的橫流CO2激光器。大恒公司開始生產激光熱處理成套設備,但商用滯后]。 |
微納加工技術為半導體激光器器件加工奠定基礎。 光纖技術逐步突破并完善。 |
國際:CO2激光器第一代。光纖通訊逐步成熟。光纖激光器開始商用。國際光纖激光器開始商用。 國內:國內推出激光器處理成套設備。 |
|
90年代大規(guī)模商用期 |
半導體激光器進入量子阱研究階段,藍光、藍綠光半導體激光器先后問世。 國際上的高功率CO2激光器已進入了第二代產品。 |
“八五、九五”科技攻關將第二代高功率CO2激光器列為重點攻關產品。 研制1.5KW高頻CO2激光器,擴散冷卻CO2激光器,但產品化嚴重落后。 |
半導體激光器進入量子阱研究階段。 |
半導體激光器大量應用到CD/DVD,并陸續(xù)擴展到激光打印、光纖通訊。
CO2激光器以優(yōu)秀的可靠性、光束質量,以及穩(wěn)定的功率輸出,在工業(yè)材料處理領域(如激光切割、焊接、打標等)占據統(tǒng)治性地位。 |
|
00年-至今,工業(yè)應用加快 |
2004年,南安普敦大學在世界上首次實現了千瓦級光纖激光輸出。[IPG作為全球光纖激光器龍頭在2010-2017收入增長7倍到92億元]。 2003年超快激光開始進入工業(yè)應用。 2016年Coherent收購ROFIN,低功率CO2激光器除Coherent外僅剩Synrad。 |
2005年光纖切割技術出現,2010年起在光纖激光切割領域開始替代CO2。 2013年4月我國第一臺萬瓦連續(xù)光纖激光器在光谷問世。 |
第三代激光技術代表----光纖激光器開始替代CO2激光器。 |
三、激光產業(yè)鏈
至目前為止,全球已經形成了完備且豐富的激光產業(yè)鏈,各行各業(yè)都有激光的應用。
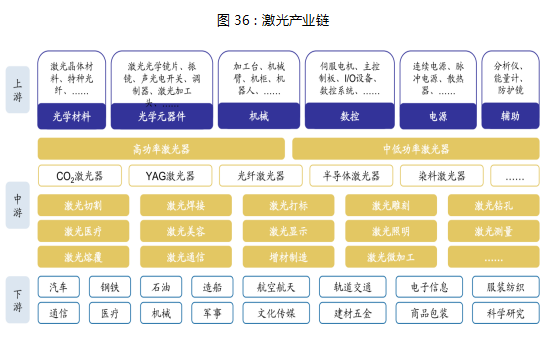
激光產業(yè)鏈的上游主要是光學材料與光學元器件,中游包括各種激光器和對應的激光設備,下游是激光的應用領域。
圖36:激光產業(yè)鏈
1、中游-激光加工設備
激光加工設備是激光行業(yè)的另一主要的部分,激光設備由光學系統(tǒng)、機械系統(tǒng)、電控系統(tǒng)、軟件系統(tǒng)組成。激光加工設備分類與激光器分類基本相同,按應用分類時,主要包括激光打標機、激光切割機、激光焊接機及其他設備等。
圖37:激光加工設備詳細組成
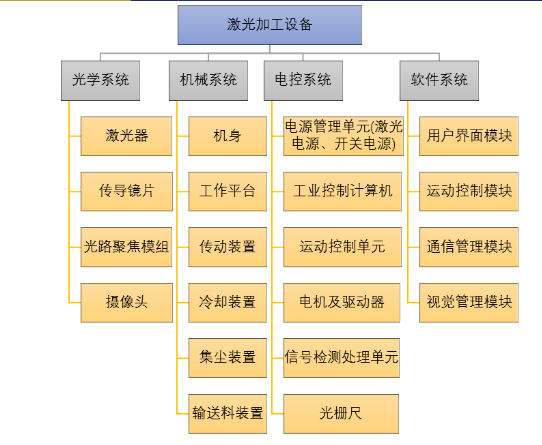
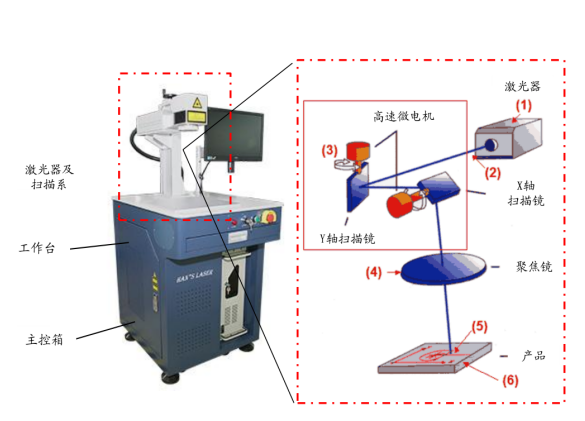
圖40:激光加工設備主要結構及原理
制造業(yè)是立國之本、強國之基。先進制造業(yè)長期以來也是上海城市能級和核心競爭力的重要支撐,而智能工廠是推動先進制造業(yè)的切入點和突破口,是制造業(yè)數字化轉型的重要載體。制造業(yè)中的激光技術無處不在,以許多無形的方式影響著我們的生活。
源起基金認為,制造業(yè)持續(xù)復蘇背景下,激光行業(yè)需求日益增大,其應用場景不斷拓展(3C、動力電池、光伏等),我國激光加工市場在較長時間內仍將保持快速增長態(tài)勢,是一個成長性賽道。行業(yè)持續(xù)快速增長疊加進口替代雙重因素驅動,本土相關企業(yè)迎來良好的發(fā)展機遇。中長期激光行業(yè)具有較好的成長性,未來,源起基金將持續(xù)關注行業(yè)內優(yōu)質企業(yè)發(fā)展,為被投企業(yè)發(fā)展賦能。
